

قیمت قراضه، افزایش یا کاهش؟
4 اسفند 1397
مزایده 16700 متر لوله های آهنی و پلی اتیلن
4 اسفند 1397
در تحقیقات انجام شده توسط گروه مهندسی معدن دانشکده فنی دانشگاه لرستان ضایعات درشت و پودر پساب کارخانجات سنگبری با رزین ترکیب و اسلبهای سنگ مصنوعی تولید شده است و مقاله ای در نشریه مهندسی عمران امیرکبیر به چاپ رسیده است. در این متن، تحقیقات انجام شده و نتایج آن بصورت خلاصه آورده شدند.
ایران چهارمین تولید کننده سنگ تزئینی فراوری نشده در دنیاست که نزدیک به 9 درصد تولید جهانی را در اختیار دارد. بر اساس آمارهای جهانی در سال 2014 بیش از 13 میلیون تن سنگ تزئینی فراوری نشده از معادن ایران استخراج شده است. به دلایل مختلف نظیر عدم استفاده از تکنولوژی ها و ماشین آلات مدرن در استخراج و فراوری سنگ، حمل و نقل نامناسب، عدم آموزش مناسب و استفاده از نیروهای غیر متخصص و ماهر، سالانه بخش عظیمی از منابع سنگ در مرحله معدنکاری و فراوری سنگ به ضایعات تبدیل میشود. بطور میانگین در مرحله استخراج 56 درصد و در مرحله برش و فراوری سنگ 50 درصد سنگ تبدیل به ضایعات میشود. سالانه نزدیک به 14 میلیون تن سنگ در کارخانجات سنگبری فراوری میشود که نزدیک به 14 میلیون تن سنگ در کارخانجات سنگبری فراوری می شود که نزدیک به 7 میلیون به پلاکهای قابل فروش تبدیل و 3.8 میلیون تبدیل به پودر پساب و 3.2 میلیون تن تبدیل به ضایعات درشت میشوند. در اغلب موارد این ضایعات در طبیعت رها می شوند که مخاطرات زیست محیطی را به دنبال دارند. پودر پساب سنگبری ها، بخاطر دانه ریز بودن پس از خشک شدن به راحتی توسط باد پخش می شود و موجب آلودگی خاکهای کشاورزی و آبهای اطراف می شود.
در سال های اخیر استفاده از ضایعات سنگبری ها (شامل پودر پساب و قطعات درشت) برای کاربردهای مختلف نظیر بتن، تولی آجر ساختمانی، تولید سرامیک، تولید سنگ مصنوعی، تولید آسفالت، بهبود خاکهای کشاورزی، تصفیه آب و سایر کاربردهای دیگر مورد بررسی قرار گرفته است. وولف تولید سنگ مصنوعی از ضایعات سنگهای طبیعی را مورد بررسی قرار داده است. در روش پیشنهادی پودر سنگ ضایعاتی با فسفات یا آلومینا و کربنات سدیم و مقدار کمی آب مخلوط سپس در فرم مورد دلخواه پرس شده و برای فرایند کلسیناسیون درون کوره قرار می گیرد. این روش شامل فرایند کلسیناسیون و حرارت با دمای زیاد است.
در سال 2000 تولید سنگ مصنوعی از شیشه ضایعاتی مورد بررسی قرار گرتف. در روشهای پیشنهادی خرده شیشه ضایعاتی، سیمان پورتلند سفید و یک ترکیب لیتیومی مانند هیدروکسید لیتیوم به همراه آب یک روان کننده بتن با نسبتهای مختلف ترکیب و به خوبی مخلوط می شوند تا یک ملات روان بدست آید. مخلوط همگن و روان را در قالب ریخته و روی یک میز لرزان قرار می دهند تا هوای موجود در مخلوط خارج شود. سپس مهلت داده می شود تا مخلوط سخت شود. این روش شامل هیچگونه عملیات حرارتی نیست. در روش ارائه شده از ضایعات سنگ استفاده نشده است علاوه بر این ماده چسباننده سیمان است.
در سال 2008 شیشه ضایعاتی خرد شده (40 درصد وزنی) و قطعات خرد شده سنگ که از ضایعات کارخانجات سنگبری تهیه شده است (60 درصد وزنی) را با یک رزین پلیمری غیر اشباع (مقدار رزین 8 درصد وزنی مجموع شیشه و قطعات سنگ) مخلوط و سپس تحت فرایند همزمان فشار، لرزش و خلا و در ادامه عملیات حرارتی قرار داده و اسلب سنگ مصنوعی تولید کرده اند. نتایج نشان داده است که اسلبهای تولید شده دارای خصوصیات فیزیکی مناسب برای مصارف ساختمانی هستند. در این تحقیق فقط از ضایعات درشت سنگ گرانیت در ابعاد 0.6-4 میلی متر استفاده شده است و از پودر پساب سنگبری ها که بسیار دانه ریز است و معمولا 100 درصد زیر 100 میکرون است استفاده نشده است.
در سال 2010 با استفاده از پودر پساب کارخانجات سنگبری (35 درصد وزنی) ، پسماند خاک رس به جای مانده از کارخانجات ماسه شویی (50 درصد وزنی) و سیمان پوزولانیک (15 درصد وزنی به عنوان ماده چسباننده) سنگ مصنوعی تولید کرده اند. در این تحقیق از ضایعات درشت سنگبری ها استفاده نشده است.
در سال 2012 تولید سنگ مصنوعی از پودر سنگ و سیلیکات سدیم مورد بررسی قرار داده شد. در روش پیشنهادی پودر سنگهای آذرین با اندازه ذرات کمتر از 4 میلی متر، رس، پودر پساب کارخانجات سنگبری و سیلیکات سدیم به خوبی مخلوط می شوند و سپس در یک قالب ریخته شده و قالب درون کوره با دمای حدود 1100 درجه سانتیگراد قرار می گیرد تا فرایند سینترینگ به وقوع بپیوندد. نقش سیلیکات سدیم محکم کننده سنگ است و کلرید کبالت به عنوان ماده رنگی استفاده می شود. روش ارائه شده در این پتنت نیز شامل فرایند سینترینگ با دمای زیاد است.
در تحقیقات قبلی توسط محققان این مقاله انجام شده است، تولید اسلبهای سنگ مصنوعی از پودر پساب کارخانجات سنگبری مورد بررسی قرار گرفته است. بیشترین درصد پودر پساب استفاده شده در این تحقیق 60 درصد بوده است. در بهترین شرایط با ترکیب شامل 50 درصد پودر پساب، 12 درصد پودر کواتز، 25 درصد خرده شیشه و 13 درصد رزین نمونه@هایی با مقاومت فشاری حداکثر 90 مگا پاسکال، مقاومت خمشی 45 مگا پاسکال، مقاومت کششی 35 مگا پاسکال، جذب آب 0.64 و دانسیته 2.68 تولید شده است. نقطه ضعف این تحقیق مصرف زیاد رزین بخاطر ریزدانه بودن پودر پساب است. مصرف رزین بیش از 10 درصد باعث غیراقتصادی بودن طرح می شود.
تحقیق پیش رو در ادامه این تحقیقات و با هدف افزایش مصرف ضایعات، استفاده همزمان از ضایعات درشت و ریزدانه، کاهش مصرف رزین و افزایش مقاومت اسلبهای تولیدی انجام گرفته است.
مواد و روشها:
1- تهیه و شناسایی ضایعات
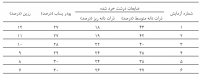
ضایعات مورد استفاده برای انجام این تحقیق از کارخانجات برش سنگ گرانیت و مرمریت واقع در شهرک صنعتی شماره 2 خرم آباد جمع آوری شده اند. ضایعات جمع آوری شده ابتدا در آون خشک و سپس ضایعات درشت توسط سنگ شکن فکی و مخروطی آزمایشگاهی خرد شده اند. با سرند کردن، محصول خردایش به 2 محدوده دانه بندی ذرات دانه متوسط (6.7+1 میلی متر) و ذرات دانه ریز (1+ 0.15 میلی متر) تقسیم شده است. شکل زیر توزیع دانه بندی نمونه پودر پساب را که به کمک دستگاه آنالیز دانه بندی لیزری انجام شده است را نشان می دهند. مشاهده می شودکه بیش از 40 درصد حجم نمونه حاوی ذرات کمتر از 10 میکرون است. در جدول 1 آنالیز شیمیایی XRF نمونه های گرانیتی و مرمریتی گزارش شده است. ضایعات سنگ گرانیت عمدتا شامل ترکیبات، CaO، Al2O3، Sio2، Na2O، K2O، Fe2O3 می باشند. مهمترین ترکیب اکسیدی موجود در ضایعات سنگ مرمریتی CaO است.
بررسی کانی شناسی نمونه ها توسط آنالیز XRD انجام شده است. نتایج آنالیز XRD نشان می دهد در ضایعات گرانیتی ، کوارتز، آلبیت و مسکویت و در ضایعات مرمریتی کلسیت مهمترین کانی های تشکیل دهنده بافت سنگ هستند.
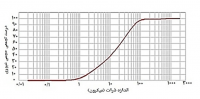
شکل 1: توزیع دانه بندی پودر پساب
2- ساخت نمونه ها
شکل 2 مراحل ساخت اسلبهای سنگ را نشان می دهد. مواد تشکیل دهنده شامل ضایعات خرد شده، پودر پساب و ماده چسباننده (رزین پلی استر غیر اشباع اورتوفتالیک) با نسبتهای مشخص در یک هم زن به مدت 30 دقیقه مخلوط می شوند. ماده مخلوط شده در قالبهایی به ابعاد 3 در 30 در 30 سانتی متری ریخته شده و سپس قالبها درون دستگاه فشرده سازی قرار می گیرند. در دستگاه فشرده سازی سه فرایند خلاگیری، فشرده سازی و ارتعاش روی قالبها انجام می شود. فرایند خلاگیری در تمام زمانی که قالب زیر دستگاه است با مکش 50 میلی متر جیوه انجام می شود. ابتدا بستر مواد توسط یک جک هیدرولیکی به مدت 3 دقیقه تحت فشار 2 مگا پاسکال قرار می گیرد تا مواد فشرده شده و حبابهای هوا بین ذرات خارج شود. در ادامه به مدت 4 دقیقه قالبها تحت ارتعاش با فرکانس 50 هرتز قرار می گیرند تا حبابهای باقی مانده کاملا خارج و محتوی داخل قالبها بصورت یک ژل یک دست و همگن شود. قالبها برای فرایند خشک شدن و پلیمریزاسیون به مدت 90 دقیقه درون یک آون با دمای 100 درجه سانتیگراد قرار داده می شوند. بعد از این مرحله قالبها در دمای اتاق سرد و سپس سنگهای تولید شده از آنها خارج و برش و ساب داده می شوند.

جدول1: ترکیب شیمیایی ضایعات

شکل2: ساخت اسلبهای سنگ مصنوعی
جدول 2: طرح آزمایشهای تولید سنگ مصنوعی از ضایعات سنگ مرمریت
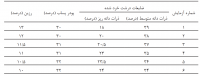
جدول 3: طرح آزمایشهای تولید سنگ مصنوعی از ضایعات سنگ گرانیت
برای ساخت سنگ مصنوعی نوع درگیری ذرات از حساسیت و اهمیت خاصی برخوردار می باشد. در صورتیکه ذرات به خوبی با همدیگر درگیر شوند و به اصطلاح جورشدگی مناسبی با هم داشته باشند مقاومت فیزیکی سنگ افزایش و مقدار مصرف رزین کاهش می یابد. اگر در مخلوطی که سنگ مصنوعی از آن تهیه می شود میزان ذرات درشت بیش از اندازه باشد، از آنجا که ذرات درشت نمی توانند به آسانی برروی هم بلغزند بنابراین از کارایی مخلوط کاسته می شود، در چنین مخلوطی ذرات تمایل به جدا شدن از یکدیگر را دارند و لذا برای تقویت مقاومت مکانیکی نهایی مخلوط بایستی مقدار رزین را افزایش داد. همچنین با افزایش مقدار ذرات دانه ریز در مخلوط با توجه سطح تماس بیشتری که ذرات دانه ریز دارند مقدار مصرف رزین افزایش می یابد.
اگر نوع دانه بندی به گونه ای انتخاب شود که میزان رزین استفاده شده درصد بالایی داشته باشد، سنگ حالت لاستیکی پیدا می کند که در نتیجه مقاومت خمشی و کششی آن زیاد می شود اما توجیه اقتصادی نخواهد داشت. اگر میزان رزین کمتر از حد نصاب باشد، سنگ بسیار ترد و شکننده می باشد و مقاومت از آن کاسته می شود. لذا بایستی در مخلوط سنگ بطور متناسب از ذرات درشت، ذرات دانه ریز و رزین استفاده کرد. ذرات دانه ریز فضای خالی بین ذرات درشت را پر کرده و مقدار مصرف رزین کاهش می یابد. بر اساس ملاحظات یاد شده آزمایش های ساخت اسلبهای سنگ مصنوعی با ضایعات مرمریتی و گرانیتی طراحی گردیده است.(جدول 2 و 3)
3- آزمونهای تعیین مشخصات فیزیکی و مکانیکی
برای تعیین خواص مکانیکی و فیزیکی نمونه های ساخته شده، پارامترهایی مانند مقاومت فشاری، خمشی، کششی و همچنین وزن مخصوص و جذب آب نمونهها؛ اندازه گیری شده است. آزمونهای تعیین مقاومت فشاری بر اساس روش آزمون استاندارد ملی ایران به شماره INSO 16618-15 انجام شده اند. آزمونهای تعیین مقاومت کششی غیر مستقیم به روش برزیلی و بر اساس استاندارد بین المللی مکانیک سنگ ISRM77 انجام شده اند. آزمونهای تعیین مقاومت خمشی بر اساس روش آزمون استاندارد ملی ایران به شماره ISIRI5699 انجام شده اند. تمام آزمونها در آزمایشگاه شرکت فنی مهندسی دیده بان کیفیت غرب که دارای صلاحیت از سازمان ملی استاندارد است انجام شده اند.
محققان: زهرا سپهوند و کیانوش بارانی


{kind=link}
{kind=link}
{kind=link}